Email to info@metalli-china.com



Un método de fabricación innovador para la carcasa del controlador enfriado por agua
Tiempo de lanzamiento:
2021-12-22
Las aleaciones de fundición a presión de aluminio son livianas y poseen una alta estabilidad dimensional para geometrías de piezas complejas y paredes delgadas. El aluminio resiste una buena resistencia a la corrosión y propiedades mecánicas, así como una alta conductividad térmica y eléctrica, lo que lo convierte en una buena aleación para la fundición a presión.
El proceso de fundición implementa un molde de acero a menudo capaz de producir decenas de miles de piezas fundidas en rápida sucesión. El troquel debe estar hecho en al menos dos secciones para permitir la remoción de piezas fundidas. El ciclo de fundición comienza cuando la prensa de fundición a presión sujeta firmemente las dos mitades del molde. El aluminio fundido se inyecta en la cavidad de la matriz donde se solidifica rápidamente. Estas secciones están montadas de manera segura en una máquina y están dispuestas de modo que una sea estacionaria mientras que la otra sea móvil. Las mitades de la matriz se separan y la fundición se expulsa. Los troqueles de fundición a presión pueden ser simples o complejos, con correderas móviles, núcleos u otras secciones, según la complejidad de la fundición. La mayoría de las máquinas utilizan mecanismos accionados por cilindros hidráulicos para lograr el bloqueo. Otros usan presión hidráulica de acción directa. Máquinas de fundición a presión, grandes o pequeñas,
Debido a las características del proceso de fundición a presión, no se puede evitar que ocurran algunos defectos típicos. Estos defectos típicos incluyen porosidad de gas, porosidad de contracción, inclusiones, grietas, cierre en frío
、 Grietas de red y otros. Y se pueden causar dos resultados riesgosos, uno es una fuga y otro es una mala conductividad térmica.
Los componentes grandes, como la carcasa o el chasis del inversor o del controlador, son siempre piezas de fundición a presión de aluminio. Con más y más componentes eléctricos de alta potencia instalados en la carcasa, el dispositivo tradicional de refrigeración por aire, como el disipador de calor, no es suficiente para que las piezas funcionen correctamente al enfriar la temperatura, especialmente para algunos componentes eléctricos clave como IC, IGBT. Por lo tanto, el dispositivo de refrigeración por agua debe estar involucrado.
¿Cómo fabricar una carcasa de fundición a presión de aluminio con cámara de refrigeración por agua? Los ingenieros de Metalli, en colaboración con nuestros socios de fundición, invirtieron vastos conocimientos y experiencia, lograron inventar el innovador método de fabricación para formar esta gran carcasa de producto.
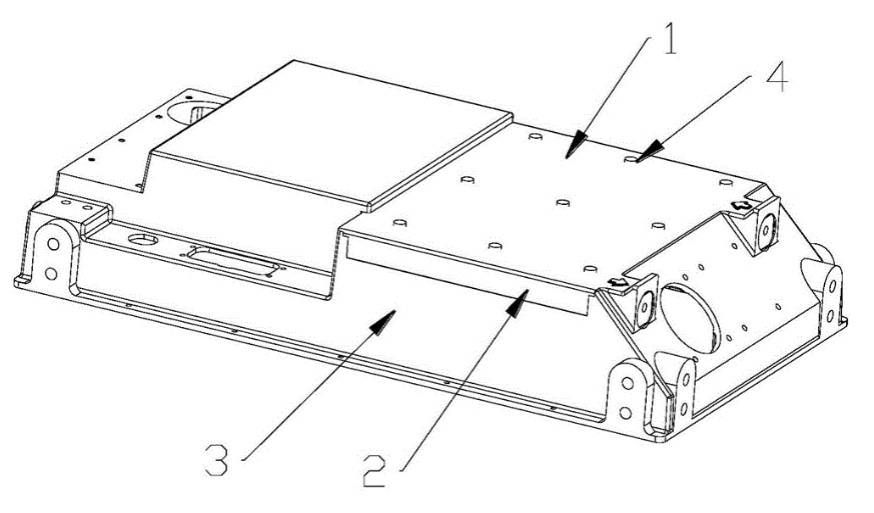
Nuestro proceso en primer lugar es crear una placa fría separada. Utilice el mecanizado CNC para obtener el canal interno deseado y selle una cubierta superior en el canal mediante la técnica de soldadura fuerte al vacío. Así, se termina una placa fría completa. Y todos los componentes eléctricos que requieran transferencia de calor estarán directamente en contacto con esta placa fría durante la instalación. Podemos confiar mucho en la placa fría sin fugas debido al material de placa de aluminio AA6061 o 6063 consistente de alta calidad. El segundo paso es moldear la carcasa completa incluyendo esta placa fría ya preparada. Después del proceso de fundición, se puede implementar un procesamiento adicional como el mecanizado y el acabado de la superficie para obtener la carcasa final. Por lo general, el material de la carcasa del troquel es como ADC12 o A380.
Veamos cuál es la diferencia de conductividad entre la fundición a presión y la placa de aluminio 6063.
AA6063 conductividad 201 W/mK
ADC12 conductividad 96 W/mK
Entonces podemos obtener un rendimiento térmico extremadamente excelente mediante la introducción de este tipo de carcasa. No tenemos que preocuparnos por el riesgo de fugas y la mala conductividad térmica debido a los defectos típicos de fundición a presión.
En agosto de 2021, se nos aprobó la patente de fabricación de este método. Y el número de patente es CN202111006618.5.
En la actualidad, existen al menos 10 modelos de carcasa de controlador, inversor o comunicaciones en los que ya se introdujo este nuevo método avanzado. Y los comentarios positivos de los clientes nos animan a impulsar esta tecnología.
More News


2026/05/12
Cómo funciona el estampado de metales en la manufactura: proceso, tipos y aplicaciones
Aprenda cómo funciona el estampado de metales, incluyendo el proceso de estampado, los tipos más comunes, los métodos de fabricación, los materiales y las aplicaciones industriales empleadas en la fabricación personalizada de piezas metálicas.
")

2026/02/02
Intercambiadores de calor de placas soldadas: una clave para la refrigeración industrial eficiente
Descubra cómo los intercambiadores de calor de placas soldadas (BPHE) mejoran la eficiencia en la refrigeración industrial. Explore sus beneficios y su diseño compacto para sistemas de enfriamiento modernos.




Con la visión de promover la gestión térmica a través de la innovación, metali se compromete a crear mejores soluciones de gestión térmica para sus aplicaciones.
Datos de contacto
Fax: +8625 86136302
Dirección: No. 12 mozhou East road, Jiangning Development zone, nanjing, China