Email to info@metalli-china.com



Técnicas avanzadas de procesamiento para piezas de pared delgada de aleación de aluminio de alta precisión de forma compleja
Tiempo de lanzamiento:
2024-03-15
Introducción
Los componentes estructurales de pared delgada de aleación de aluminio, conocidos por su peso ligero, resistencia a la compresión y resistencia a la corrosión, se usan ampliamente en piezas de repuesto aeroespaciales para reducir el peso general de la aeronave y mejorar el rendimiento de vuelo. Sin embargo, debido a su gran tamaño y altos requisitos de calidad de la superficie, los métodos de mecanizado convencionales a menudo inducen tensiones residuales, lo que resulta en cambios dimensionales y dificultades para cumplir con las especificaciones del producto. Este artículo se centra en una pieza de pared delgada de aleación de aluminio de alta precisión de forma compleja utilizada en aplicaciones aeroespaciales. Al optimizar el proceso de mecanizado y organizar estratégicamente las operaciones de tratamiento térmico, trabajo en frío y mecanizado por descarga eléctrica (EDM), se establece una ruta de proceso controlable con una calidad y eficiencia de mecanizado mejoradas.
Desafíos de procesamiento
El material de la parte de pared delgada es una aleación dura de alta resistencia 2D14 con un volumen general relativamente grande y paredes delgadas, que exigen una alta precisión dimensional y tolerancias geométricas. El mecanizado implica cavidades y perfiles de fresado, donde las tensiones inducidas por la sujeción durante el mecanizado conducen a desviaciones dimensionales. Estas desviaciones impiden cumplir con los requisitos de alta precisión de los componentes aeroespaciales.
Arreglo del proceso
1. Ruta de proceso general
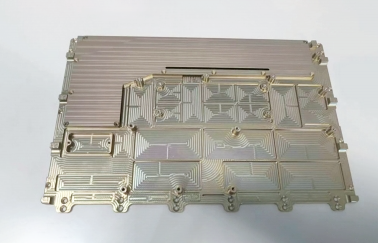
Basado en las características de la pieza y los desafíos de procesamiento, se concibe una secuencia racional de operaciones, que incorpora trabajo en frío, EDM y tratamiento térmico. La disposición general del proceso se ilustra en la Figura 1, con la estructura externa de la pieza representada en la Figura 2.
2. Tratamiento térmico
La implementación del tratamiento térmico de estabilización es crucial. La primera estabilización consiste en colocar la pieza de trabajo rugosa en un horno de envejecimiento artificial, calentarla a 250-290 °C, sostendrla durante 2-4 horas y luego enfriarla al aire. La segunda estabilización implica la colocación de la pieza de trabajo semiacabada en el horno de envejecimiento, calentándola a 250-290 °C, manteniéndola durante 1-2 horas y sometiéndola a ciclos térmicos. La aleación de aluminio experimenta el ciclo termal colocando el componente en un envase de baja temperatura en-70 a-50 °C por 1-2 horas. Para efectos potenciados, se puede aplicar un tratamiento criogénico en nitrógeno líquido, con una velocidad de enfriamiento que afecta de manera insignificante a los resultados del ciclo térmico.
3. trabajo en frío
Para evitar la deformación durante el fresado CNC, el proceso se divide en etapas de desbaste, semiacabado y acabado. Durante el desbaste, una velocidad de herramienta de 6000-7000 rpm elimina eficientemente el material y forma el contorno general de la pieza, dejando un margen de 3-5mm para el semiacabado. El semiacabado a una velocidad de herramienta de 2000-2500 rpm garantiza la rugosidad y el brillo de la superficie, dejando un margen de 0,5-1mm para el acabado. El acabado con una velocidad de herramienta reducida de 1500-1800 rpm elimina los permisos y garantiza la calidad de la superficie.
4. Mecanizado de descarga eléctrica (EDM)
Después de completar el mecanizado de la cavidad y el perfil, la pieza de trabajo conserva la sujeción del proceso en ambos extremos. Para evitar la deformación inducida por la tensión durante la eliminación de la sujeción, se emplea EDM. Este mecanizado de descarga sin contacto elimina deformaciones mecánicas y errores. La utilización de la polaridad positiva (pieza de trabajo como ánodo, alambre de electrodo como cátodo) y la selección de corriente de 3-5 A, ancho de pulso de 30-50 μs y ciclo de trabajo de 1:7 a 1:5 garantiza un EDM eficiente.
Conclusión
Este artículo optimiza el procesamiento de piezas de paredes delgadas de alta precisión de forma compleja hechas de aleación de aluminio, abordando sus desafiantes características de mecanizado. Al racionalizar la secuencia de trabajo en frío, tratamiento térmico y operaciones de electroerosión y seleccionar las herramientas y métodos apropiados para el desbaste, semiacabado y acabado, la calidad y eficiencia de la producción de piezas están garantizadas de manera efectiva, rompiendo con la dependencia de las máquinas herramienta de alta gama. La validación práctica demuestra el diseño racional de la ruta del proceso, la disposición científica y compacta de las operaciones, la evitación de cambios dimensionales durante el mecanizado mecánico, el tiempo de respuesta reducido y la eficiencia de producción mejorada.
More News


2026/05/12
Cómo funciona el estampado de metales en la manufactura: proceso, tipos y aplicaciones
Aprenda cómo funciona el estampado de metales, incluyendo el proceso de estampado, los tipos más comunes, los métodos de fabricación, los materiales y las aplicaciones industriales empleadas en la fabricación personalizada de piezas metálicas.
")

2026/02/02
Intercambiadores de calor de placas soldadas: una clave para la refrigeración industrial eficiente
Descubra cómo los intercambiadores de calor de placas soldadas (BPHE) mejoran la eficiencia en la refrigeración industrial. Explore sus beneficios y su diseño compacto para sistemas de enfriamiento modernos.




Con la visión de promover la gestión térmica a través de la innovación, metali se compromete a crear mejores soluciones de gestión térmica para sus aplicaciones.
Datos de contacto
Fax: +8625 86136302
Dirección: No. 12 mozhou East road, Jiangning Development zone, nanjing, China