Email to info@metalli-china.com




Fortschritt liche Verarbeitung stech niken für komplex geformte hochpräzise Aluminium legierung dünnwandige Teile
Release Time:
2024-03-15
Einführung
Dünnwandige Struktur bauteile aus Aluminium legierung, die für ihr Leicht gewicht, ihre Druckfest igkeit und ihre Korrosions beständigkeit bekannt sind, werden häufig in Ersatzteilen für die Luft-und Raumfahrt verwendet, um das Gesamtgewicht des Flugzeugs zu verringern und die Flugleistung zu verbessern. Aufgrund ihrer großen Größe und der hohen Anforderungen an die Oberflächen qualität induzieren herkömmliche Bearbeitungs methoden jedoch häufig Rests pannungen, was zu Dimensions änderungen und Schwierigkeiten bei der Erfüllung der Produkts pezifi kationen führt. Dieser Artikel konzentriert sich auf ein komplex geformtes hochpräzises dünnwandiges Teil aus Aluminium legierung, das in Luft-und Raumfahrt anwendungen verwendet wird. Durch die Optimierung des Bearbeitungs prozesses und die strategische Anordnung von Wärme behandlungs-, Kalt verarbeitungs-und Elektro entladung bearbeitungs vorgängen (EDM) wird eine kontroll ierbare Prozess route mit verbesserter Bearbeitungs qualität und-effizienz festgelegt.
Herausforderungen bei der Verarbeitung
Das Material des dünnwandigen Teils besteht aus einer hochfesten harten Legierung 2 D14 mit relativ großem Gesamt volumen und dünnen Wänden, die eine hohe Maß genauigkeit und geometrische Toleranzen erfordern. Die Bearbeitung umfasst das Fräsen von Hohlräumen und Profilen, bei denen durch Klemmen verursachte Spannungen während der Bearbeitung zu Dimensions abweichungen führen. Diese Abweichungen verhindern, dass die hochpräzisen Anforderungen von Luft-und Raumfahrt komponenten erfüllt werden.
Prozess vereinbarung
1. Gesamt prozess route
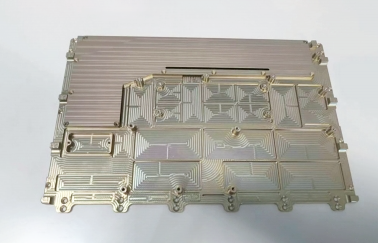
Basierend auf den Merkmalen und Verarbeitung problemen des Teils wird eine rationale Abfolge von Vorgängen entwickelt, die Kalt bearbeitung, EDM und Wärme behandlung umfasst. Die gesamte Prozess anordnung ist in Abbildung 1 dargestellt, wobei die äußere Struktur des Teils in Abbildung 2 dargestellt ist.
2. Wärme behandlung
Die Umsetzung der Stabilisierung wärme behandlung ist von entscheidender Bedeutung. Die erste Stabilisierung besteht darin, das aufgeraute Werkstück in einen künstlichen Alterung sofen zu legen, es auf 250-290 ° C zu erhitzen, es 2-4 Stunden lang zu halten und dann an der Luft zu kühlen. Bei der zweiten Stabilisierung wird das Halbzeug in den Alterung sofen gelegt, auf 250-290 ° C erhitzt, 1-2 Stunden lang gehalten und einem thermischen Zyklus unterzogen. Die Aluminium legierung wird einem thermischen Kreislauf unterzogen, indem das Bauteil 1-2 Stunden lang bei-70 bis-50 ° C in einen Nieder temperatur behälter gegeben wird. Für verstärkte Wirkungen kann eine kryogene Behandlung in flüssigem Stickstoff angewendet werden, wobei die Abkühlrate die Ergebnisse des thermischen Zyklus unwesentlich beeinflusst.
3. Kalt arbeiten
Um Verformungen während des CNC-Fräsens zu vermeiden, wird der Prozess in Schruppen-, Halb finishing-und End stufen unterteilt. Während des Schruppen entfernt eine Werkzeug geschwindigkeit von 6000 bis 7000 U/min effizient Material und bildet die Gesamt kontur des Teils, wobei 3-5mm für die Halb veredelung berücksicht igt werden. Die Halb bearbeitung bei einer Werkzeug geschwindigkeit von 2000-2500 U/min gewähr leistet die Rauheit und Helligkeit der Oberfläche, sodass 0,5-1mm für die End bearbeitung berücksicht igt werden. Durch die Veredelung mit reduzierter Werkzeug drehzahl von 1500-1800 U/min werden Zulagen vermieden und die Oberflächen qualität sicher gestellt.
4. Elektrische Entladung maschinelle Bearbeitung (EDM)
Nach Abschluss der Hohlraum-und Profil bearbeitung behält das Werkstück die Prozess klemmung an beiden Enden bei. Um eine spannungs bedingte Verformung während der Klemm entfernung zu vermeiden, wird EDM verwendet. Diese berührungs lose Entladung bearbeitung beseitigt mechanische Verformungen und Fehler. Die Verwendung der positiven Polarität (Werkstück als Anode, Elektroden draht als Kathode) und die Auswahl des Stroms von 3-5 A, der Impuls breite von 30-50 μs und des Arbeits zyklus von 1:7 bis 1:5 gewähr leistet einen effizienten EDM.
Fazit
Dieser Artikel optimiert die Verarbeitung komplex geformter hochpräziser dünnwandiger Teile aus Aluminium legierung und berücksicht igt deren heraus fordernde Bearbeitungs eigenschaften. Durch die Rational isierung der Abfolge von Kalt verarbeitungs-, Wärme behandlungs-und EDM-Operationen und die Auswahl geeigneter Werkzeuge und Methoden für das Schruppen, Halb veredeln und Veredeln wird die Qualität und Effizienz der Teile produktion effektiv sicher gestellt, wodurch die Abhängigkeit von High-End-Maschinen vermieden wird Werkzeuge. Die praktische Validierung zeigt das rationale Layout der Prozess route, die wissenschaft liche und kompakte Anordnung der Operationen, die Vermeidung von Dimensions änderungen während der mechanischen Bearbeitung, die verkürzte Durchlauf zeit und die verbesserte Produktions effizienz.
Mehr News

2026/05/12
Wie das Metallstempeln in der Fertigung funktioniert: Prozess, Arten und Anwendungen
Erfahren Sie, wie das Metallstempeln funktioniert, einschließlich des Stanzprozesses, der gängigen Typen, der Fertigungsverfahren, der verwendeten Werkstoffe sowie der industriellen Anwendungen in der kundenspezifischen Metallbearbeitung.
")

2026/02/02
Lötdüsen-Wärmetauscher: Ein Schlüssel zur effizienten industriellen Kühlung
Entdecken Sie, wie gelötete Plattenwärmetauscher (BPHEs) die Effizienz in der industriellen Kältetechnik steigern. Erfahren Sie mehr über ihre Vorteile und ihr kompaktes Design für moderne Kühlsysteme.




Mit der Vision, das Thermomanagement durch Innovation zu fördern, widmet sich Metalli der Entwicklung einer besseren Thermomanagement-Lösung für Ihre Anwendung.
Verknüpfungen
Kontaktinformationen
Fax: +8625 86136302
Adresse: NO. 12 Ost Mozhou Straße, Jiangning Entwicklungszone, Najing, China